- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Dejavniki, ki vplivajo na hitrost krčenja plastike in spreminjanje
Dejavniki, ki vplivajo na hitrost krčenja plastike
1.Materialni vpliv:
(1) Vrsta materiala: Različne vrste plastike imajo različne hitrosti krčenja (glej tabelo 1).
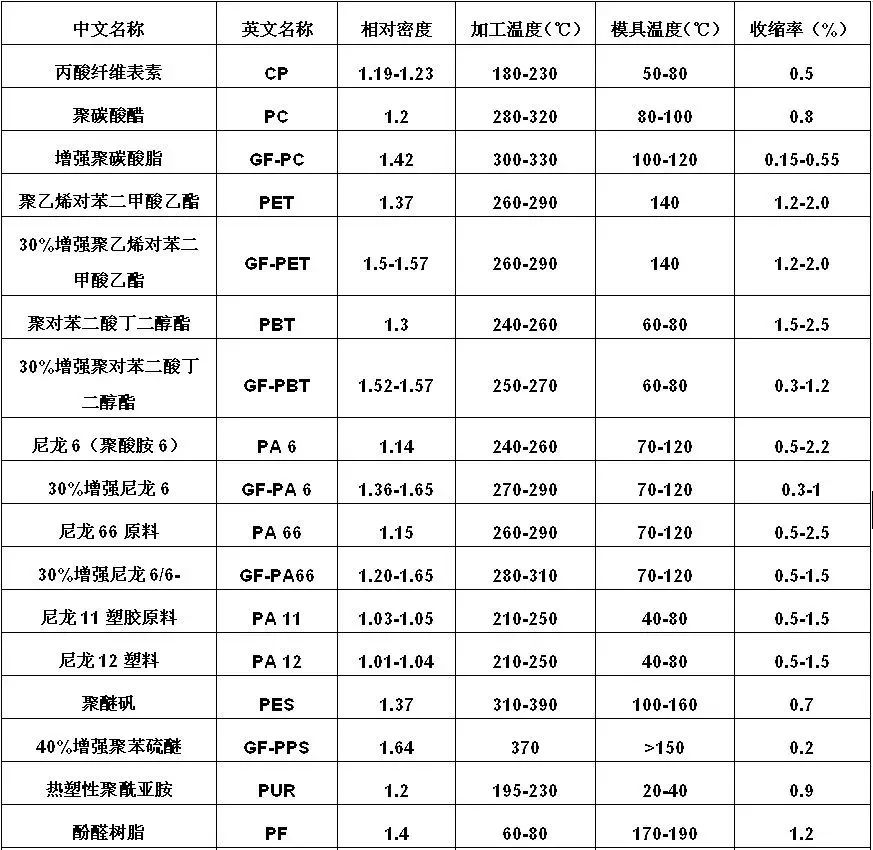
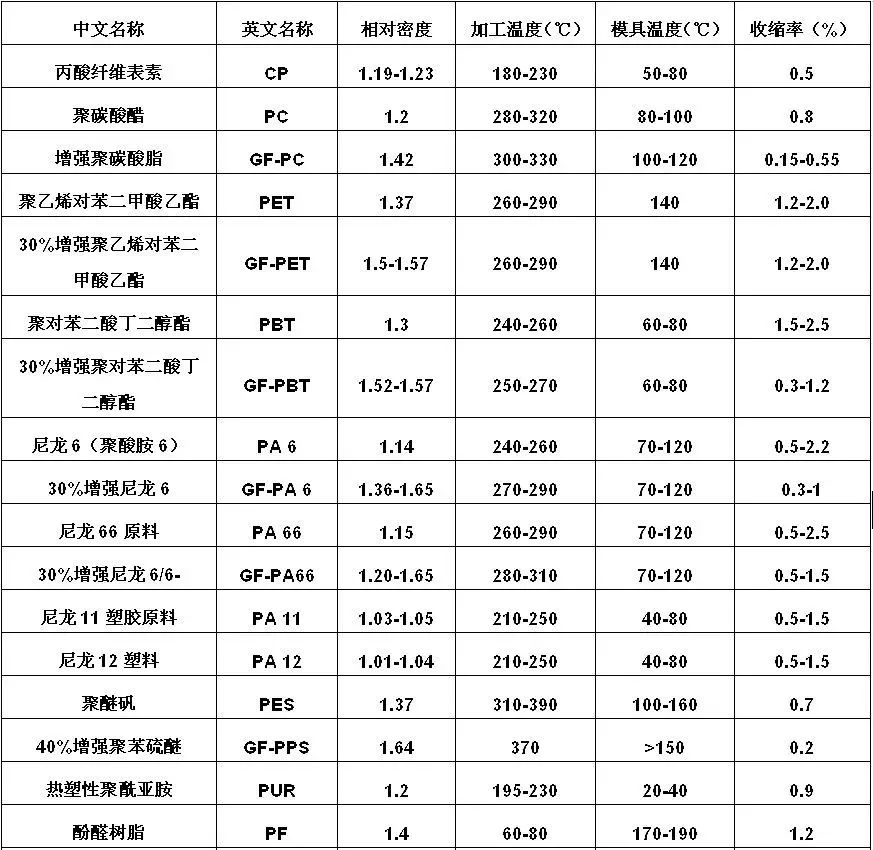
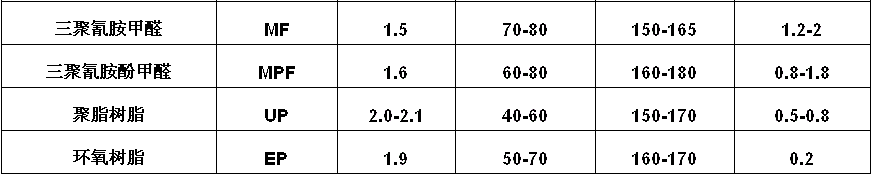
Iz preglednice 1 je razvidno, da ima med termoplastiko 40-odstotni PPS, ojačani s steklenimi vlakni, najnižjo stopnjo krčenja (0,2%), medtem ko ima med termoseti epoksi smola najnižjo stopnjo krčenja (0,2%). Fluoroplastika ima najvišjo stopnjo krčenja in doseže do približno 6%; sledi polietilen z nizko gostoto (LDPE) z največjo stopnjo krčenja 5%.
(2) Kristalnost materiala: Za isti material nižja kristalnost povzroči manjšo hitrost krčenja. Med različnimi vplivnimi dejavniki ima stopnja kristalnosti smole najpomembnejši vpliv na krčenje.
(3) Molekularna mase materiala: Za isti material večja molekulska masa vodi do manjše hitrosti krčenja. Smole z enako molekulsko maso, vendar boljšo pretočnostjo kažejo nižjo krčenje oblikovanja.
(4) Sprememba materiala: Dodajanje drugih smol, elastomerov ali polnil v osnovno smolo zmanjšuje stopnjo krčenja na različne stopnje. Razlike v hitrosti krčenja smole močno vplivajo na dimenzijsko natančnost delov med obdelavo taline. Za izdelavo visoko natančnih plastičnih delov je treba uporabiti smole z nizkimi stopnjami krčenja. Na primer, PP smola ima stopnjo krčenja 1,8%–2,5%, krčenje pa se poveča z zmanjševanjem molekulske mase, kar otežuje proizvodnjo visoko natančnih delov PP.
2. Vpliv postopka za določanje:
(1) S konstantno temperaturo oblikovanja povečanje tlaka vbrizgavanja zmanjšuje krčenje.
(2) Povečanje tlaka zadrževanja zmanjšuje krčenje.
(3) Povišanje temperature taline rahlo zmanjša krčenje.
(4) Višja temperatura plesni poveča krčenje.
(5) Daljši čas zadrževanja zmanjšuje krčenje (krčenje ne vpliva po utrditvi vrat).
(6) Daljši čas hlajenja zmanjšuje krčenje.
(7) Večja hitrost vbrizgavanja ponavadi poveča krčenje (manjši učinek).
(8) Krčenje oblikovanja je veliko, po škripanju je majhno; Post-Shrinkage je v prvih dveh dneh pomemben in se stabilizira po približno enem tednu.

3. Vpliv strukture del:
(1) debeli deli imajo večji krčenje kot tankostenski deli.
(2) Deli z vložki imajo nižjo krčenje kot deli brez vložkov.
(3) Deli s kompleksnimi oblikami imajo nižjo krčenje kot preprosti deli.
(4) Krčenje v smeri dolžine je manj kot krčenje v smeri debeline.
(5) Notranje luknje kažejo visoko krčenje, zunanje lastnosti pa nizko krčenje.
4.MOLD Vpliv strukture:
(1) Večja velikost vrat zmanjšuje krčenje.
(2) Krčenje pravokotno na smer vrat se zmanjša, krčenje vzporedno s smerjo vrat se poveča.
(3) Območja, dlje od vrat, imajo nižjo krčenje kot območja v bližini vrat.
(4) Oddelki dela, ki ga omejuje plesen, kažejo manjše krčenje, neomejeni odseki kažejo večjo krčenje.
Načini spreminjanja za zmanjšanje hitrosti krčenja plastike
1. Nadev v fiblo:
Vlakna vključujejo različna anorganska in organska vlakna. Če jemljete steklene vlaknine kot primer, lahko dodajanje 35% steklenih vlaken v smolo PP zmanjša stopnjo krčenja z 1,8% (neizpolnjenega) na 0,5%. Dolga steklena vlakna, ojačana s plastiko, razvita v zadnjih letih, ponuja prednosti pri nadzoru krčenja, ki kažejo nizko in dosledno stopnjo krčenja tako v vzdolžni kot v prečni smeri.
2.Inorgansko polnjenje:
Anorganska polnila vključujejo talk, kalcijev karbonat, barijev sulfat, sljude v prahu, wollastonit in montmorillonit itd. Vrsta polnila, oblika, velikost delcev in površinsko obdelavo vplivajo na njegovo učinkovitost pri spreminjanju hitrosti krčenja smole.
" Na primer, luskav montmorillonit in sljuda znatno zmanjšata kompozitno krčenje.
(2) Velikost delcev polnila: Za isto polnilo manjše velikosti delcev večje vplivajo na zmanjšanje krčenja. Na primer, v PP, napolnjenem s talkom (20% talc + 8% POE), ko se velikost delcev talk povečuje z 1250 mreže na 5000 mreže, se stopnja krčenja zmanjša z 1,05% na 0,8%.
(3) Obdelava polnila: Površinska obdelava polnila poveča njegov učinek zmanjševanja krčenja. Na primer, ABS, napolnjen z 10% talk, kaže zmanjšanje krčenja z 0,48% na 0,42%, ko se talk obdela z aluminatnim sklopnim sredstvom.
(4) Nalaganje polnila: Za isto polnilo večje nalaganje povzroči večje zmanjšanje hitrosti krčenja.
3. zmanjšanje kristalnosti:
(1) Dodajanje sredstev za zmanjšanje kristalizacije: Pogosto se uporabljajo spojine z majhnimi molekulami, ki motijo molekulsko pravilnost in ovirajo molekulsko gibanje v stanju taline in s tem zmanjšajo kristalnost.
(2) Dodajanje drugih smol: Mešanje majhnih količin LDPE ali HDPE v PP lahko moti njegovo kristalizacijo med obdelavo. Dodate lahko tudi nekristalne smole, kot so PS, ABS, PMMA ali PC.
4. Dodatek elastomerov:
Dodate lahko elastomere, kot so POE, EPDM in SBS. Kadar je vsebnost elastomera pod 5%, je njihov vpliv na zmanjšanje krčenja PP podoben. Nad 5% vsebino se učinkovitost razlikuje glede na vrsto, pri čemer je vrstni red zmanjšanja krčenja: Poe> epdm> SBS (skladno z njihovim zaostrenim učinkom na PP). Združevanje anorganskih polnil in elastomerov v PP prinaša boljše zmanjšanje krčenja.
5.Hemična sprememba cepljenja:
Sprememba presadka PP lahko zmanjša svojo kristalnost in s tem doseže nižjo stopnjo krčenja.