- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Razumevanje laboratorijskih vrednosti: pravi način za branje barv – trije ključni parametri za nadzor barvnih razlik v inženirski plastiki
"Ali je ΔE 2,1 na poročilu kolorimetra sprejemljiv ali ne?"
"Stranka pravi, da so laboratorijske vrednosti napačne, meni pa se barve zdijo skoraj enake."
To so vprašanja, ki jih naša tehnična ekipa sliši vsak dan. V industriji inženirske plastike barvnih razlik ne ocenjujemo več zgolj s prostim očesom. Ne glede na to, ali gre za dele avtomobilske notranjosti, elektronska ohišja 3C ali industrijske strukturne komponente, kupci skoraj vedno vključijo standard sprejemljivosti barvnih razlik, ki jasno navaja: ΔE ≤ 0,5, z vrednostmi L, a, b znotraj določenih toleranc.
Torej, kaj točno so L, a in b? In zakaj so zanesljivejši od vizualnega pregleda? Danes bomo te tri parametre razložili v jeziku proizvodnje inženirske plastike.
I. »Koordinatni sistem« barv: laboratorijski barvni prostor
Predstavljajte si, da za natančno določitev lokacije na zemljevidu potrebujete zemljepisno dolžino, širino in nadmorsko višino. Barvni prostor Lab je "tridimenzionalni koordinatni sistem" za barvo.
Leta 1976 ga je ustanovila Mednarodna komisija za osvetlitev (CIE) in ostaja svetovni zlati standard za merjenje barv. Vsako barvo je mogoče edinstveno locirati v tem tridimenzionalnem prostoru z nizom koordinat (L, a, b).
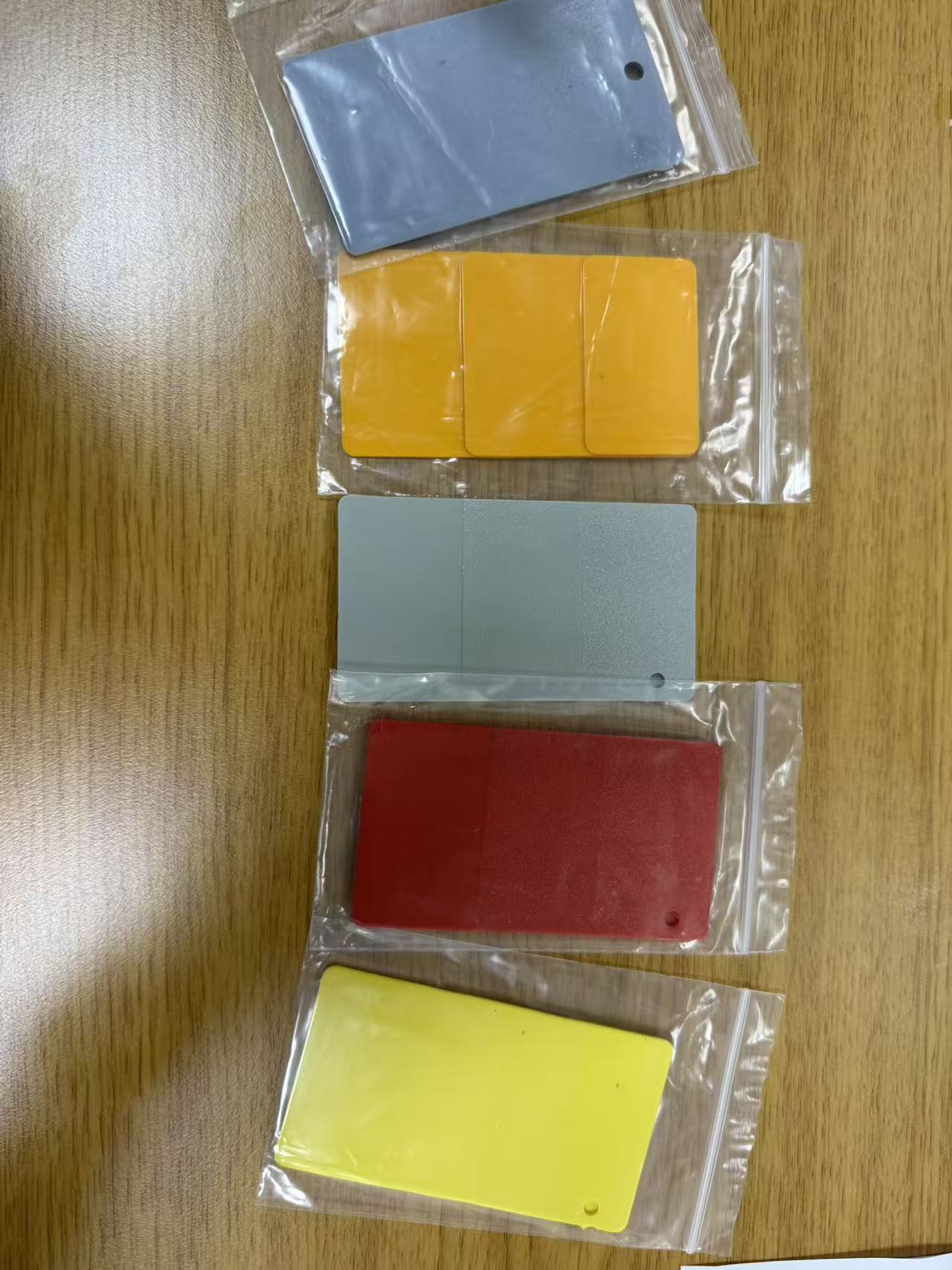
• Vrednost L (svetloba): V razponu od 0 do 100. L=100 je čisto bela, L=0 je čisto črna. Pri inženirski plastiki je črni del, ki je videti sivkast, ali beli del, ki postane rumenkast, v bistvu sprememba vrednosti L.
• vrednost (odtenek rdeče-zelene) : pozitivne vrednosti označujejo rdečo, negativne vrednosti označujejo zeleno. Ko se ognjevarni ABS, ki bi moral biti svetlo rdeč, spremeni v "dolgočasno opečnato rdeč", je verjetno težava vrednost a.
• b vrednost (rumeno-modri odtenek) : Pozitivne vrednosti označujejo rumeno, negativne vrednosti označujejo modro. Vrednost b je najbolj "občutljiv" parameter - materiali, kot so PBT, PC in najlon, so nagnjeni k porumenelosti med obdelavo pri visokih temperaturah. Ko se vrednost b premakne pozitivno, del vidno "postane rumen".
II. Tri številke, trije pogosti »simptomi barvne razlike«
V proizvodnem prostoru hitro diagnosticiramo temeljne vzroke s spremembami laboratorijskih vrednosti:
1. Veliko odstopanje vrednosti L – dajte prednost preverjanju stanja materiala in postopka oblikovanja.
• Visoka vrednost L (preveč bela/bleda): po možnosti nizka temperatura kalupa ali premalo titanovega dioksida v barvni masterbatch.
• Nizka vrednost L (pretemno): možna degradacija materiala (pretirana izpostavljenost visokim temperaturam) ali slabo prezračevanje kalupa.
2. Veliko odstopanje v vrednosti – prednostno preverite formulacijo materiala.
• Pozitiven premik vrednosti (rdečkasto): pogost pri materialih, ki zavirajo gorenje, kjer se zaviralec gorenja pri visokih temperaturah razgradi, kar povzroči razbarvanje barvila.
3. Veliko odstopanje vrednosti b – prednostno preverite pogoje sušenja in temperaturo vbrizgavanja.
• Pozitiven premik vrednosti b (rumenkasto): Najpogostejši vzrok je presušenje ali previsoka temperatura taline. Najlonski materiali so še posebej občutljivi – premik b-vrednosti 0,5 je s prostim očesom vidno "rumenkast".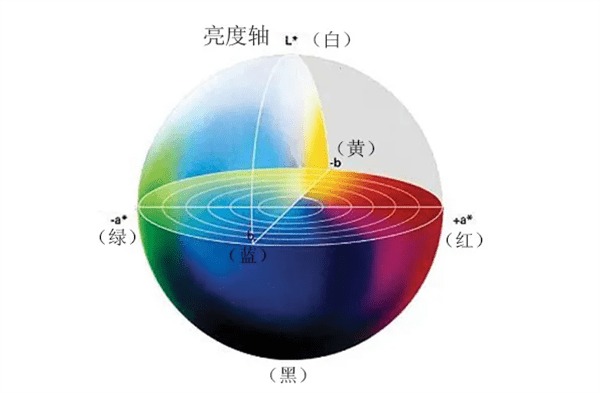
III. Kaj je ΔE? Zakaj se ne moremo zanesti samo na ΔE?
ΔE je kombinirano odstopanje po dimenzijah L, a in b, izračunano kot:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Uporablja eno samo številko za povzetek "skupne barvne razlike", kar olajša hitro presojo. Vendar pa je težava: isti ΔE lahko predstavlja zelo različna barvna odstopanja.
Na primer:
• Primer A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (malo preveč belo)
• Primer B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (odstopanja v vse tri smeri)
Oba imata skoraj enak ΔE, vendar je primer B bolj "zapleten" in se lahko s prostim očesom zdi "bolj blaten". Zato mora profesionalni nadzor barvnih razlik upoštevati tako ΔE kot posamezne tolerance. Skupni standard za dele avtomobilske notranjosti je: ΔE < 1,0, z |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Od kod izvira barvna razlika? Štirje skupni viri
Na podlagi dolgoletnih izkušenj s strankami glavni viri barvnih razlik spadajo v štiri kategorije:
1. Variacija serije materiala – Različne serije inženirske plastike imajo lahko majhne razlike v osnovni barvi. Nihanje b-vrednosti od serije do serije za 0,3–0,5 za POM ni nič nenavadnega niti za isti razred.
2. Postopek sušenja brez nadzora – Materiali, kot so najlon, PET in PC, so občutljivi na vlago. Premalo ali preveč sušenje lahko povzroči porumenelost. V enem primeru je operater zvišal temperaturo sušenja z 80 °C na 100 °C, kar je povzročilo skok b-vrednosti z 1,2 na 2,8, kar je zavrglo celotno serijo.
3. Odmik postopka brizganja – Majhne spremembe protitlaka, hitrosti vijaka, hitrosti vbrizgavanja, zadrževalnega tlaka, temperature kalupa itd. lahko spremenijo tok taline in obnašanje kristalizacije, kar vpliva na barvni videz. Materiali, ojačani s steklenimi vlakni, so še posebej občutljivi.
4. Razlike v merilnem okolju – različni kolorimetri, svetlobni viri, merilne odprtine ali celo pritisk, ki ga uporablja operater, lahko vplivajo na odčitke. Stranke in dobavitelji se morajo dogovoriti o enotnem merilnem standardu (npr. svetloba D65, kot opazovanja 10°).
V. Zaključek: barvo je mogoče upravljati
Pri inženirski plastiki barva ni več skrivnost. Tri števila L, a in b spremenijo subjektivni občutek "Mislim, da je barva napačna" v objektivno dejstvo "L vrednost presega toleranco za 0,6, vrednost b za 0,8." Razumevanje štirih virov barvnih razlik nam pomaga preprečiti težave, preden se pojavijo.